Гроссмейстер Карпов. Как стать чемпионом
12.04.2021
ZBrush UV. Методы применения развёртки
15.04.2021Усадка пластика при печати на 3D-принтере - частая проблема. Внутренние и наружные линейные размеры отличаются от тех размеров, с которыми была построена модель (деталь). К примеру, необходимо напечатать деталь с круглым отверстием, в которое будет вставляться подшипник. Но после печати детали не состыковываются из-за размеров. Это можно исправить, доработав пластиковые модели напильником и надфилем. Но такой способ имеет свои минусы: сложно и долго. По этому давайте рассчитаем на сколько сильно происходит усадка пластика на примере PET-G (красного цвета) от SynTech.
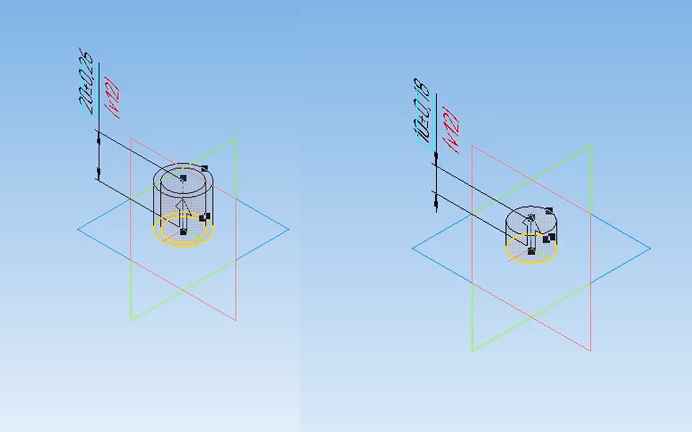
В качестве эксперимента построим в программе Компас-3D два цилиндра. Один цилиндр диаметром 20мм, с отверстием 15мм (модель 1). Второй цилиндр диаметром 15мм (модель 2). Таким образом имитируем втулку и подшипник с целью экономии пластика и времени на печать.
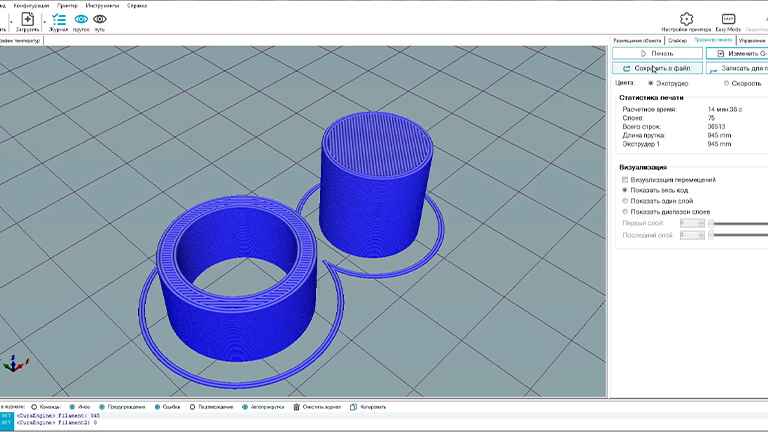
Созданные модели сохраним в файл STL. Всегда давайте имена файлам только на латинице (английском языке). В слайсере (программа подготовки к печати) задаем необходимые параметры и отправляем на печать в формате *.gcode.
Печать пластиком PET-G (красного цвета) от SynTech с параметрами (пластик перед печатью будем сушить 2 часа при температуре +60С):
- Сопло - 0,4 мм;
- Слой - 0,2 мм;
- Заполнение - 20%
- Температура печати 220C;
- Температура стола - 65C;
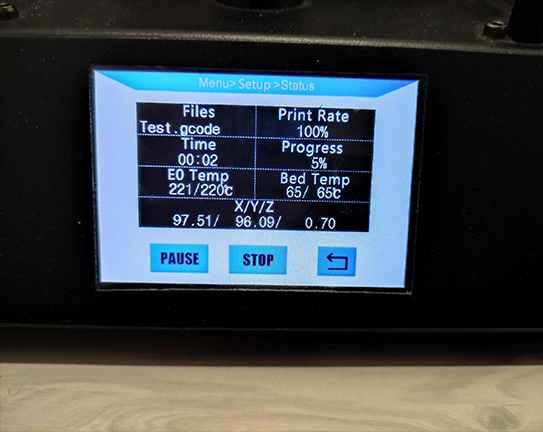
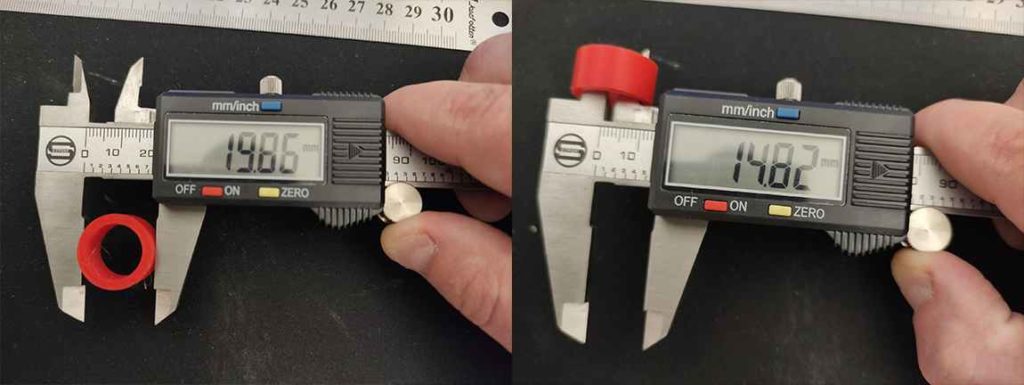
И так, спустя 15 минут, модели напечатаны. Получены следующие размеры:
- Первая модель (1) - наружный диаметр 19,86мм. Диаметр отверстия 14,82мм
- Вторая модель (2) - наружный диаметр 14,95

Погрешность составила 0,13мм. Поэтому цилиндр не вошёл в отверстие первой модели.
Снова обращаемся к программе Компас-3D и изменяем параметр внутреннего диаметра модели 1 в меньшую сторону на 0,2мм (14,8мм). Сохраняем в STL и выполняем предыдущие действия с аналогичными параметрами.
Печать заняла 6 минут. Проводим замер модели-1: наружный диаметр 19,85мм, диаметр отверстия - 15,05ммЦилиндр модель-2 в притирку, и цилиндр модель-2 свободно вращается в цилиндре модели-1.


Для того чтобы убедиться в значении усадки PET-G пластика красного цвета от SynTech создадим и распечатаем еще несколько цилиндров с отверстиями большего размера:
- Первая модель (цилиндр 3): наружный диаметр 30мм (29,94мм), внутренний диаметр 20,2мм (19,96мм);
- Вторая модель (цилиндр 4): наружный диаметр 40мм (40,00мм), внутренний диаметр 30,2мм (29,93мм);
- Третья модель (цилиндр 5): наружный диаметр 50мм (49,79мм), внутренний диаметр 40,2мм (39,95мм).



Выполняем сборку всех пяти цилиндров без химической и механической обработки, и они все в притирку входят друг в друга. В данном случае беспрепятственному заходу одной детали в другую может немного мешать только шов спекания краев. Его можно аккуратно зачистить наждачной бумагой.

Далее создаем еще два кольца больших диаметров:
- Первый цилиндр (модель-6): наружный диаметр 140мм (139,34мм), внутренний диаметр 130,2мм (129,70мм);
- Второй цилиндр (модель-7): наружный диаметр 150мм (149,57мм), внутренний диаметр 140,2мм (139,96мм)
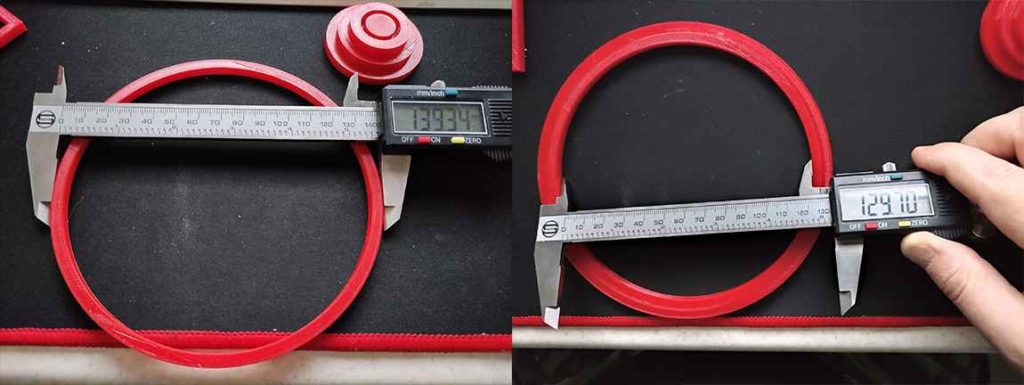

Если вставлять одно кольцо в другое мы видим, что они хорошо совмещаются.

Итог: произошла усадка пластика. Для того чтобы имитирующий подшипник вошел в отверстие детали, необходимо диаметр отверстия у детали уменьшить на 0,2мм.
Переходим к прямоугольным формам. Аналогичным способом создаем и печатаем три прямоугольных формы с разной высотой, уменьшая внутренний линейный размер на 0,2мм. Проверим усадку пластика
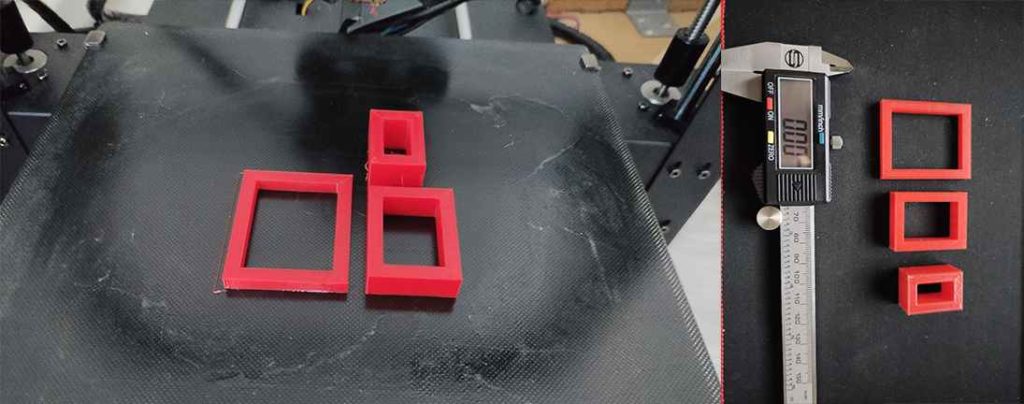
- Первая модель (форма-1): наружная длина 50мм (49,87мм), наружная длина 40мм (40,11мм); внутренняя длина 40мм (39,90мм), внутренняя ширина 30мм (30,04мм);
- Вторая модель (форма-2): наружная длина 40мм (39,93мм), наружная длина 30мм (30,11мм); внутренняя длина 30мм (29,85мм), внутренняя ширина 20мм (20,07мм);
- Третья модель (форма-3): наружная длина 30мм (29,98мм), наружная длина 20мм (20,8мм); внутренняя длина 20мм (19,75мм), внутренняя ширина 10мм (10,07мм).



При совмещении прямоугольных форм есть небольшая трудность ввиду наплывов. Если убрать их с помощью наждачной бумаги или надфиля, то форма легко встает на место.

Подведение итогов о проблеме - усадка пластика при печати:
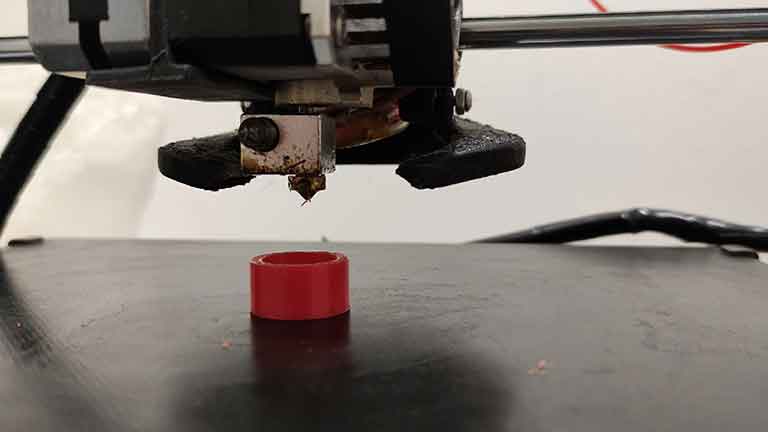
Усадка деталей связана с физическими свойствами пластика и скоростью его затвердевания. А именно: обдув при печати Pet-G с двух сторон детали снаружи (см. фото) позволяет пластику затвердевать быстрее, давая меньшую степень расползания (усадки). С внутренней же стороны, обдув не такой интенсивный, поэтому расплывание пластика (усадка) будет выше. Опытным путём мы установили следующую степень усадки пластика:
- Для цельного изделия (цилиндра) – усадка снаружи – 0,05 мм. По большому счёту, мы можем пренебрегать этой погрешностью при моделировании (проектировании) детали. Ещё один повод не обращать на это внимание в том, что слоистая структура при печати будет неизбежно давать погрешность как в измерении, так и в притирке деталей друг к другу из-за ребристой структуры поверхности
- Для полых деталей с отверстиями внутри - усадка снаружи - 0,05 (ей можно пренебречь, как и в примере выше). Усадка внутри - 0,2 мм (эту погрешность мы включаем в размер детали при конструировании)
Пусть эта статья принесёт Вам пользу, избавив от лишних проблем и экспериментов. В следующей статье таким же образом проверим PLA-пластик от компании SynTech.
Наши услуги печати:
- Разработка 3d-моделей под 3д-печать (корпус под электронику, крепеж) по вашим эскизам, чертежам
- Изготовление пластиковых изделий, макетов, мастер моделей, прототипирование, как штучного, так и мелкосерийного производства на 3d- принтере по технологии FDM из пластика abs, pla, petg, FLEX, Nylon
- Печать по вашей 3д-модели, формат stl, obj, step
- Стоимость работы зависит от времени, затраченного на печать(одну и ту же модель можно напечатать за 10 минут, а можно за 60 в зависимости от качества)
- Минимальный заказ 1000 руб
- Отправка Почтой России наложенным платежом (Вы ничем не рискуете)
Ждем Ваши заказы на печать на mail@kondratiki.pro Мы произведем оценку проекта и обязательно свяжемся с Вами!